Take-off conveyor is applicable to delivery the finish packed pouches from the bottom of vertical bagging machine to output to the other working-station.
The Packing conveyor belt is having stainless steel Table Top with moving Endless sandwich belt in the center. Tabletop is fixed to the same structure made out of SS 304 square pipe & supported on adjustable bolts. Tabletop is of 12 inches working space on both side of the conveyor belt for final visual inspection & packing into the box.
Automatic Roller Conveyor with Transfer Chain Turntable designed to move materials from one location to another. Conveyors are especially useful in application involving the transportation of heavy pallets or goods. It is widely used in various area.
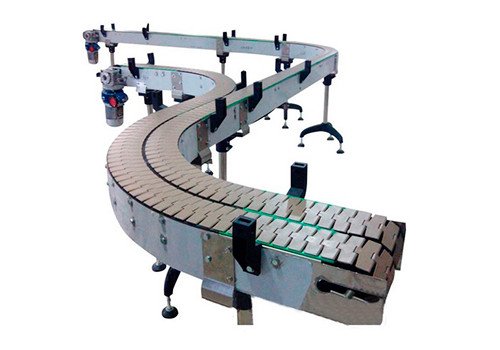
The surface of chain plate conveyor is flat and smooth, the friction is small, and the material transitions smoothly between the conveying lines. It can transport all kinds of glass bottles, PET bottles, cans and other materials, and it can also transport all kinds of bags.
This machine is suitable for various bag counting. Adjustable setting of running speed and counting numbers, and no limit convey amount. Convey function can be adjusted by PLC system. Purpose Bags design are 3 side, 4 side, small bag, big bag, etc. Output is 30 – 80 bags per minute.
The vacuum conveyor machine is suited for various granules in food industry to convey products to machines or tanks by vacuum. Adjustable setting of running time and speed, and no limit for conveying amount. According with the heath standard material contact parts are made of SS304.
The device is applicable to packaging workshop in cosmetics factory, pharmaceutical factory, food and beverage factory product manual packaging or automatic transmission.
Ohlson Packaging manufactures a variety of indexing conveyors to integrate to our customers’ specific needs. These systems allow for the precision movement of bottles, jars, clamshell containers, trays, or boxes in combination with fillers, flow wrappers, and other aspects of the packaging process.
Take away conveyors are an important feature in ensuring a packaging process runs as smoothly as possible. Unless elevated by a platform or other structure, bagging machines often leave product just a short distance up from the floor. Take away conveyors bring those bags to a working height to move onto a rotary collection table or other end-of-line packaging process – saving manual labor time with every bag and reducing repetitive back strain for employees.
Ohlson Packaging industrial vertical screw conveyors are designed for vertically conveying powders and spices.